ちょっと知人にお願いし進めてもらいました。
見た目だけ串歯

部品取りにもう一台もらってきました

カップリングとモータブラケットを加工しモーターを取りつけました。
ドライバーもつなぎX Zの動作確認が出来ました。

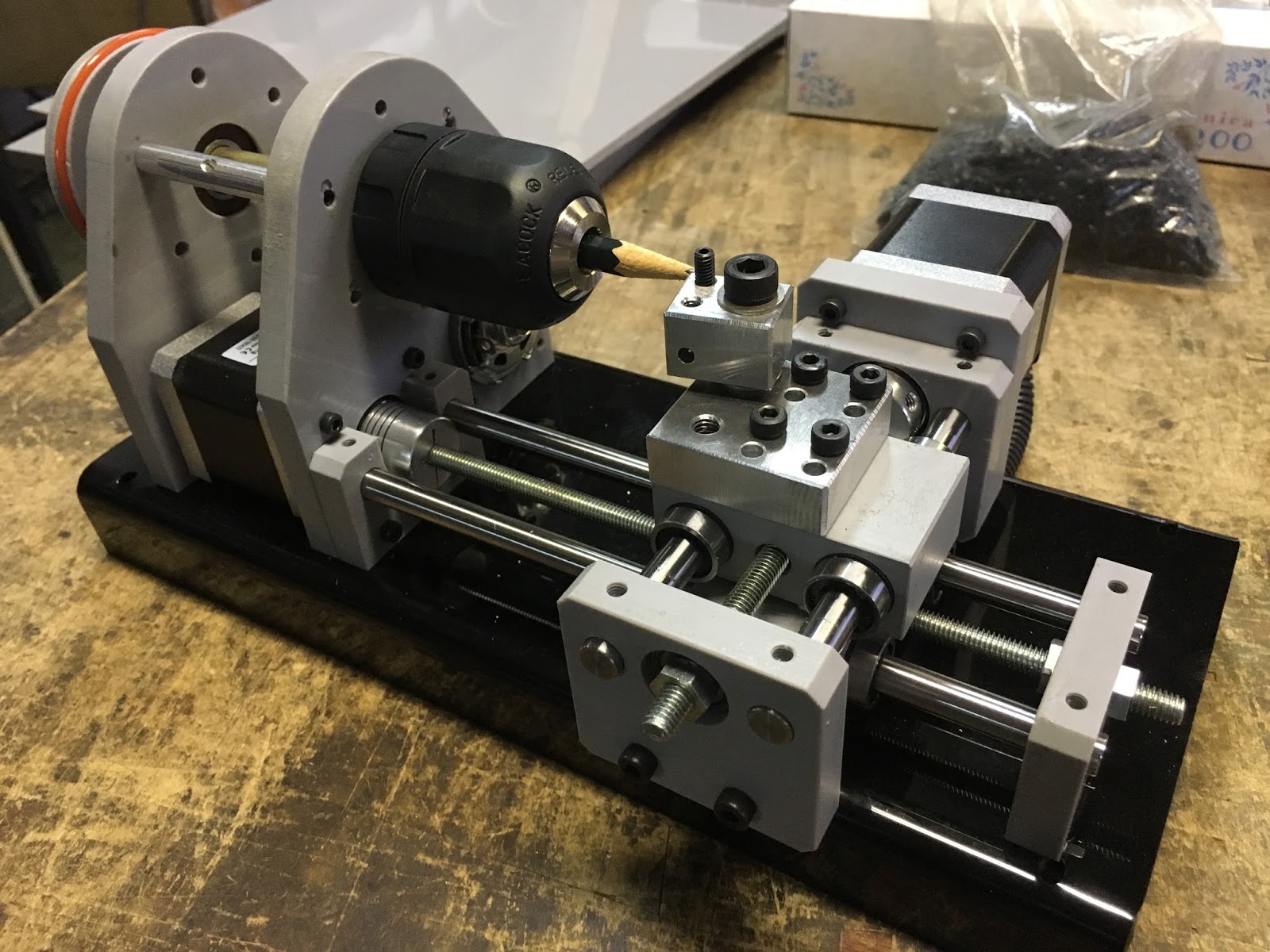
ねじ切りテストをする為にフォトセンサーとスリット板を取りつけました。

Mach3 Turn G76 Threading Cycle Format
G76 X Z Q P H I R K L C B T J
X – End value in x-axis.
ねじ底直径
Z – End value in z-axis.
Zねじの深さ
Q – Number of Spring Passes. (optional)
同じ深さの仕上げパスの回数
P – Thread Pitch
ねじピッチ
H – Depth of first pass and subsequent passes.
切り込みピッチ
I – Infeed angle.
切り込み角度
R – Thread start point in x-axis (optional).
X 開始点
K – Thread start point in z-axis (optional)
Z 開始点
L – Chamfer – thread run-out (optional)
切り上げ角度
C – X-axis clearance for rapid return.
Xクリアランス
B – Depth Last Pass (optional)
仕上げ切り込み量
T – Taper (optional)
テーパー角度
J – Minimum depth per pass (optional)
最小切り込み量
間違いが有れば指摘して下さい。
実際にアクリルにネジを切って見ました。
GコードはMachのウイザードを使い
G0 G40 G18 G80 G50 G90
G00 X22
G00 Z3
G00 X20
M03 S1000
M08
G76 X18.9 Z-30 Q1 P1 J0.02 L45 H0.3 I29 C2 B0.01 T0
M9
M5
M30
上手く加工出来た感じです。
エンコーダーのスリット6個では上手く切れませんでした。
1個にしたら回転の送りが安定し上手く行きました。
Machの同じねじウィザードでStartを19.0にしてEndを20.1とかにすれば女ねじが切れる事が解りました。
ひょっとして知らなかったのは私だけ?

出来たGコードは
G0 G40 G18 G80 G50 G90
G00 X21
G00 Z3
G00 X19
M03 S1000
G76 X20.1 Z-15 Q1 P1 J0.02 L45 H0.3 I29 C2 B0.01 T0
M9
M5
M30
内ねじ用バイトが見つからず今日はカラ運転のみ試しました。
LB10は主軸穴が32φ位なので30φの長物の加工にも役立ちそうです。
内ねじ用バイトを見つけたのでねじ切りして見ました。
バイトはだいぶ怪しい物です。

中が見えるようにアクリルで加工しましたが汚いです。



次はMachから主軸回転数を変えられるようにしようと思っています。